在使用过程中应避免因局部磨损过多、划痕和碰伤现象,而影响平面精度和使用寿命,铸铁检验平台的使用寿命在正常条件下应是性的。使用后应清洗干净,搞好防锈工作,以保持使用寿命。
为了防止铸铁检验平台发生的变形,在吊装铸铁检验平台时,要用四根同样长度的钢丝绳同时挂住铸铁检验平台上得四个起重孔,将铸铁检验平台平稳吊装在运输工具上。
铸铁检验平台的铸铁质量和热处理质量对平台使用性能产生较大影响,或因残存较大内应力使工作面变形;或因不损使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用铸铁检验平台注意铸铁材料的选择,采用时效处理等方法铸铁检验平台的残余应力。
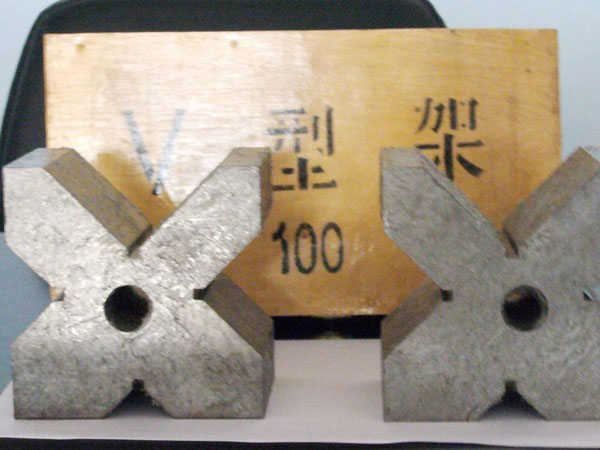
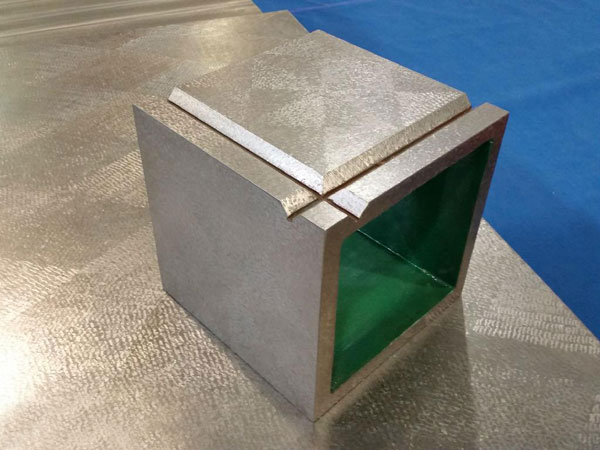
铸铁检验平台适用于各种检验工作、测量用的基础平面和平尺、方箱、V型架(铁)、弯板、直角尺、圆柱角尺等工具配合使用。铸铁检验平台用于机床、机械、检验测量,检查零件的尺寸、精度、平直度、平行度、平面度、垂直度和形位偏差并作划线。铸铁检验平台经稳定性处理和去磁后,即进入机加工,分为粗刨、精刨。精刨是铸铁检验平台3级精度和表面粗糙度的一道工序,2级以上精度铸铁检验平台要人工刮研,以平台的几何精度,对已合格的铸铁检验平台应避免热源的影响和受酸碱的腐蚀。的铸铁检验平台应放置在20℃±5℃的恒温处。
铸铁检验平台的刮削技术有,粗刮、细刮、精刮、刮花。
1、粗刮:若工件表面比较粗糙、加工痕迹较深或表面严锈、不平或扭曲、刮削余量在0.005mm以上时,应先粗刮。粗刮的特点是采用长刮刀,行程教长(10mm~15mm之间),刀痕较宽(10mm),刮刀痕迹顺向,成片不重复。机械加工的刀痕挂除后,即可研点,并按显出的高点刮削。当工件表面研点每25㎡×25㎡上为4~6点并留有细刮加工余量时,可开始细刮。
2、细刮:细刮就是将粗刮后的高点刮去,其特点是采用短刮法(刀痕宽约6mm,长5mm~10mm),研点分散快。细刮时要朝着方向刮,刮完一遍,刮 遍时要成45度或60度方向交叉刮出网纹。当平均研点每25㎡×25㎡上为10~14点时,即可结束细刮。
3、精刮:在细刮的基础上进行精刮,采用小刮刀或带圆弧的精刮刀,刀痕宽约4mm,平均研点每25㎡×25㎡上应为20~25点,长用于检验工具、导轨和紧密工具接触面的刮削。
4、刮花:刮花的作用一是美观,二是有积存润滑油的功能。一般常见的花纹有:斜花纹、燕形花纹和鱼鳞花纹等。
铸铁检验平台日常养护
1、为了防止铸铁检验平台发生的变形,在吊装铸铁检验平台时,要用四根同样长度的钢丝绳同时挂住铸铁检验平台上得四个起重孔,将铸铁检验平台平稳吊装在运输工具上。
2、将铸铁检验平台支承点垫好、垫平,每个支撑点受力均匀,整个铸铁检验平台平稳。
3、铸铁检验平台安装时将铸铁检验平台的各个支撑点用调整垫铁垫好、垫实,由技术人员将铸铁检验平台调整至合格精度。
4、铸铁检验平台使用时要轻拿轻放工件,不要在铸铁检验平台上挪动比较粗糙的工件,以免对铸铁检验平台工作面造成磕碰、划伤等损坏。
5、为了防止铸铁检验平台整体变形,使用完毕后,要将工件从铸铁检验平台上拿下来,避免工件长时间对铸铁检验平台重压造成铸铁检验平台的变形。
6、铸铁检验平台不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁检验平台的外包装将铸铁检验平台盖好,以防止平时不注意造成对铸铁检验平台工作面的损伤。
7、铸铁检验平台应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
8、铸铁检验平台按 标准实行定期周检,检定周期根据具体情况可为6-12个月。包装:铁板包装和木制包装两种形式,平台表表用塑料膜封装,这种包装适于平台内陆运输,并有良好的、防震、防锈和防野蛮装卸等保护平台的措施,以 运抵现场。